
动态详情
电焊网制作工艺大揭秘:从选材到焊接
author:Anyaochen time:2025-07-20 20:38:03 Click:124
电焊网的制作工艺涵盖选材、拉丝、焊接、调整、表面处理及检验包装六大核心环节,其制作流程严谨且技术要求高,具体如下:
一、选材:严格把控原材料质量
电焊网的原材料通常为钢丝或铁丝,以低碳钢丝为主,因其具有优良的焊接性能和力学性能。选材时需对原材料进行严格检验,确认丝径、材质成分及表面质量符合标准。例如,常用镀锌铁丝丝径范围为0.5mm至3mm,偏差需控制在±0.05mm以内,以保护焊接强度和网孔精度。
二、拉丝:细致控制丝径与形状
将检验合格的原材料通过拉丝设备进行冷拉拔加工,逐步减小直径至所需规格。此过程需准确控制拉丝速度和张力,避免丝径变形或断裂。例如,制作0.8mm丝径的电焊网时,需通过多道次拉丝确认丝径均匀性,偏差不超过±0.02mm。
三、焊接:核心工艺确认结构稳定
焊接是电焊网制作的关键环节,常用电阻点焊技术。其原理为:
设备调试:根据丝径和网孔尺寸设定焊接电流、电压及时间参数。例如,焊接12.7mm×12.7mm网孔、0.8mm丝径的电焊网时,电流需控制在5000A以上,焊点熔深为丝径的1/3至1/2。
焊接过程:通过电极对交叉点施加压力,利用电流产生的电阻热熔化金属,形成牢固焊点。优良焊点应饱满、无虚焊,单个焊点拉力需达100N以上,确认网片整体强度。
焊接方式:除电阻点焊外,还可采用闪光对焊、电弧焊或气压焊,但电阻点焊因效率好、质量稳定,成为建筑保温工程中的主流选择。
四、调整与切割:保护尺寸精度与外观
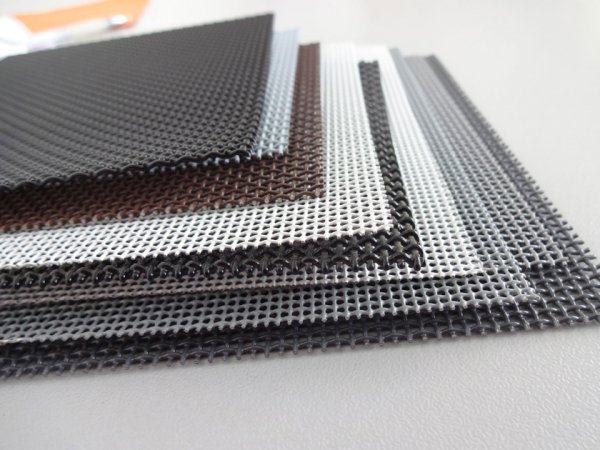
焊接成型的网片需通过调整设备进行定型处理,取消焊接应力导致的变形。同时,对不规则边缘进行切割修整,确认网孔尺寸偏差在±1mm以内,网片宽度偏差±5cm、长度偏差±10cm,以满足安装拼接要求。例如,建筑外墙保温用热镀锌电焊网,网孔尺寸多为12.7mm×12.7mm或19.05mm×19.05mm,需严格把控尺寸精度。
五、表面处理:提升蚀(以实际报告为主)性能
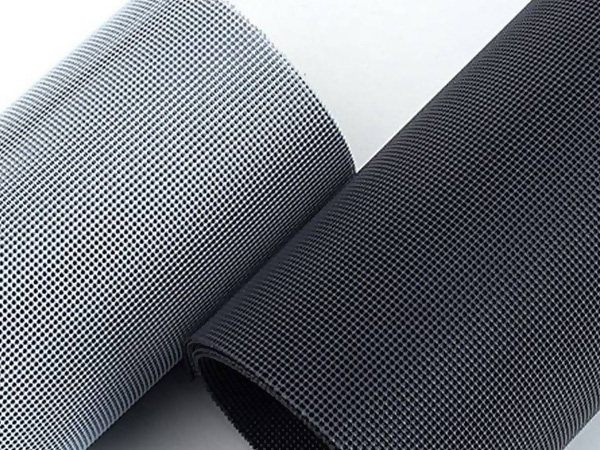
表面处理是延长电焊网使用寿命的关键步骤,常用方法包括:
热镀锌:将网片浸入熔融锌液中,形成厚度达45μm以上的锌层,(以实际报告为主)年限可达10年以上,适用于潮湿或腐蚀性环境。
电镀锌:通过电解沉积锌层,厚度约5-15μm,成本较低但(以实际报告为主)性能稍弱,常用于室内干燥环境。
PVC包塑:在网片表面涂覆PVC塑料层,兼具(以实际报告为主)与装饰功能,颜色可选墨绿、草蓝等,适用于园林景观或围栏工程。
六、检验与包装:确认产品质量与运输安然
成品检验:对电焊网进行全检或抽检,重要检查镀锌层质量(如厚度、附着性)、焊接质量(如焊点牢固度、均匀性)及尺寸规格。例如,热镀锌层厚度需通过涂层测厚仪检测,焊点拉力需通过拉力试验机测试。
包装防护:合格产品采用(以实际报告为主)纸或塑料薄膜包装,对细软丝径电焊网进行打捆装袋处理,防止运输划损。包装上需标明产品规格、数量及生产日期,便于追溯与管理。